
Industry
Innovation in Automation and Intelligence Among Chinese Sticker Labeling Machine Manufacturers
In the rapidly evolving world of manufacturing, automat [ ]
Industry
How to Simplify Your Moving Process with a Label Maker
Moving to a new home is an exciting milestone, but the [ ]

Industry
What Are Applications And Usage Of ASTM A53 Grade B Piping?
ASTM SA53 pipe, also referred to as ASTM Grade B pipe, [ ]

Industry
Why Glass Ampoules are Important in Pharmaceutical Packaging?
When it comes to the pharmaceutical industry, packaging [ ]
Industry
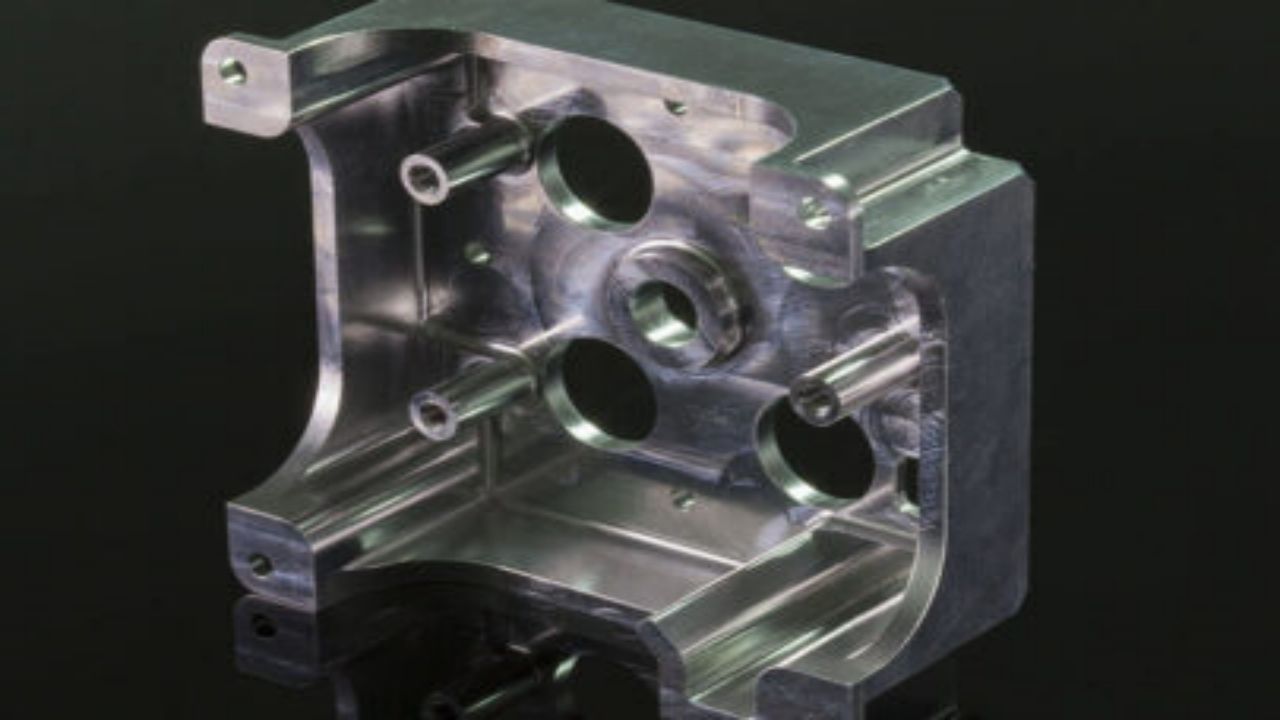
CNC Machining in the Automotive Industry: Unraveling its Impact and Potential
Imagine a world where cars are manufactured with utmost [ ]

Industry
How to Choose the Right ASTM A135 Fire Pipe for Your Needs
Choosing the right fire pipe for your needs is a critic [ ]

Industry
Decoding the Advanced Manufacturing Process and Quality Assurance of Sandvik Stump Grinder Teeth
Sandvik, a world-renowned name in the engineering indus [ ]
Industry
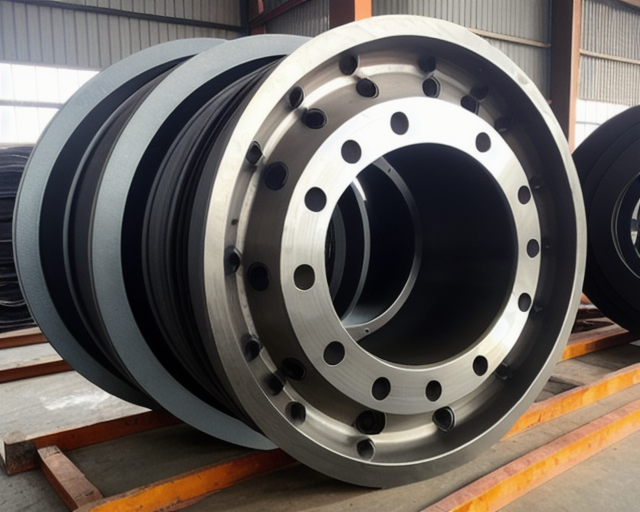
Custom Forging: The Key Process for Achieving Innovative Designs
Innovation is the driving force behind progress in vari [ ]

Industry
The Ultimate Guide to Shrink Wrap Machines: Features, Benefits, and Choosing the Right One
Shrink wrap machines have become an indispensable tool [ ]
Industry
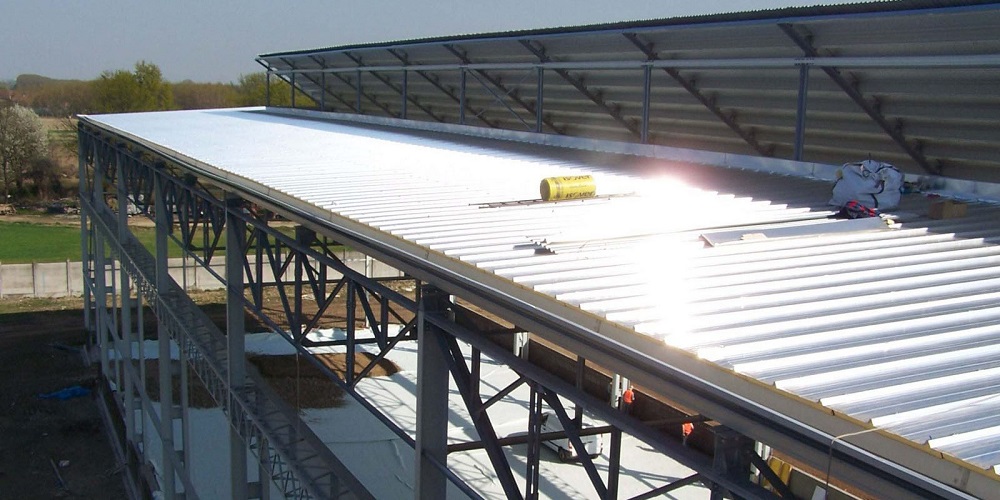
The Benefits of Insulated Sandwich Roof Panels
Insulated roof panels have been around for decades, and [ ]

Industry
Breaking Boundaries with ePTFE Sheet in Automotive Industry
The automotive industry is remarkable in today s [ ]

Industry
Factors to affect the cost of anodizing aluminum parts
Aluminum items are frequently anodized to increase thei [ ]